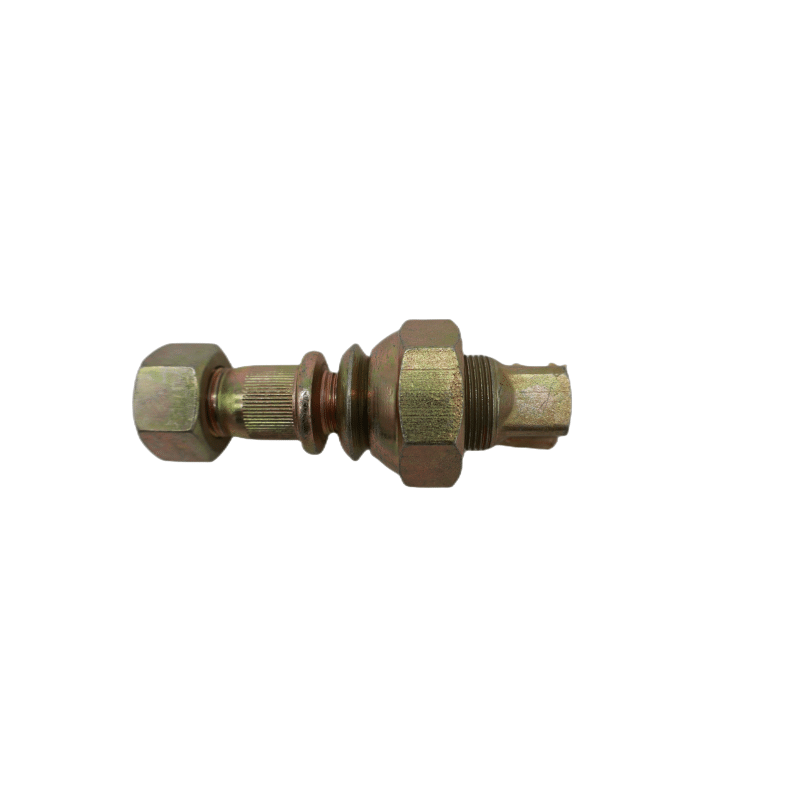
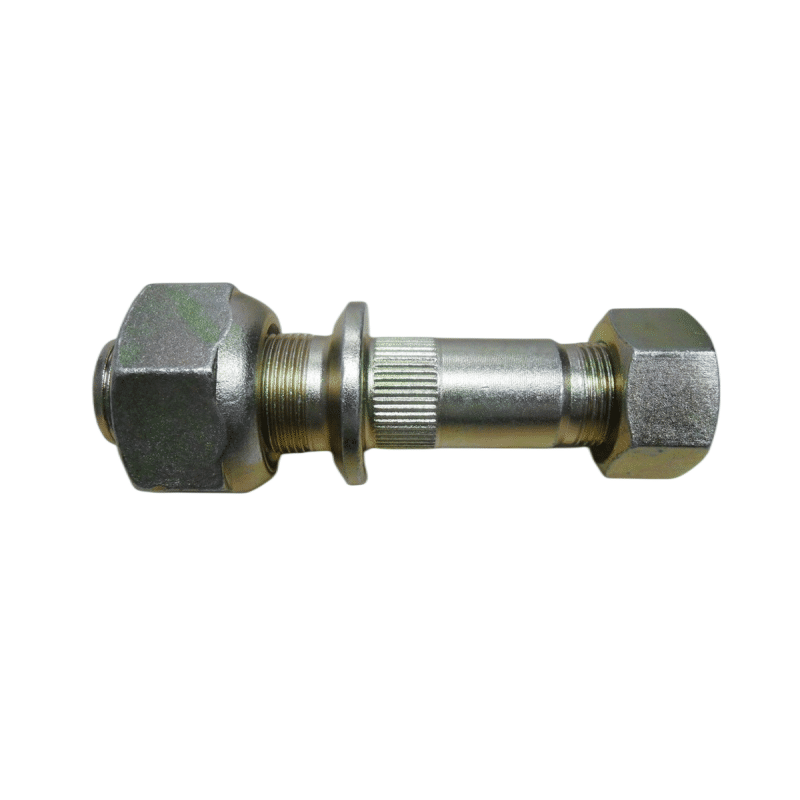
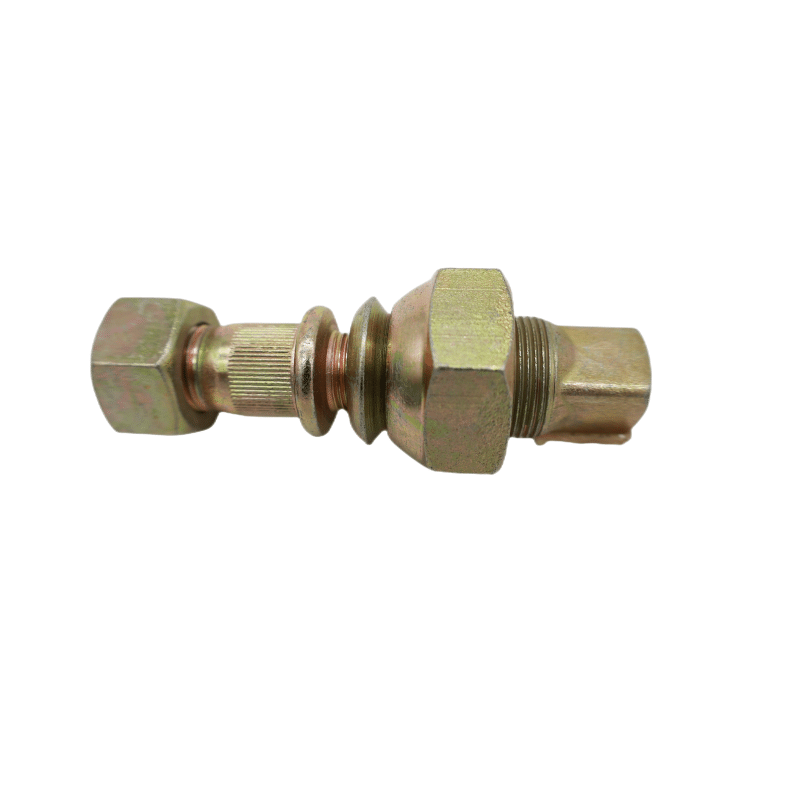
Isuzu NKR66 뒷바퀴 볼트 M18xM20x90mm
ISUZU 휠용 휠 볼트
자료: 고품질 40Cr,42CRMO 10.9/12.9 급료
주요 시장: 유럽, 아시아, 남미 및 북미
사양
| 모델 | 휠 너트가 있는 ISUZU 휠 볼트 |
| 참조번호 | |
| 스레드 피치 | M18×1.5/M20×1.5 |
| 길이 | 90mm |
| 품질 | 10.9, 12.9 |
| 재료 | 40Cr, 42CrMo(ASTM5140, 4140) |
| 표면 | 흑색 산화물, 인산염 |
| 심벌 마크 | 필요에 따라 |
| MOQ | 각 모델마다 3000pcs |
| 포장 | 중립 수출 상자 또는 필요에 따라 |
| 배달 시간 | 15~40일 |
| 지불 조건 | T/T, 선적 전 지불된 30% 보증금+70% |
더 많은 모델/크기 사용 가능이스즈 휠볼트 (우리는 귀하의 도면이나 샘플에 따라 엄격하게 만듭니다)


| OEM | 상표 | M1 | M2 | L | L1 | L2 | 내부 너트 크기 | 외부 너트 크기 | 드럼 너트 크기 |
| 이스즈 NKR. 점보 97 후면 | M18x1.5 | M20x1.5 | 90 | 27 | 22 | M18*1.5/M27*1.5*L60 | SW41*H26 | SW30xH18 |
생산 과정
고강도 볼트 드로잉
드로잉 공정의 목적은 원재료의 크기를 수정하는 것이고, 두 번째는 변형 및 강화를 통해 패스너의 기본 기계적 특성을 얻는 것입니다.각 패스의 압하율 분포가 적절하지 않으면 인발 공정 중에 선재 선재에 비틀림 균열이 발생하기도 합니다.또한, 인발 가공 시 윤활이 좋지 않으면 냉간 인발 선재에 규칙적인 횡균열이 발생할 수도 있습니다.선재가 펠렛 와이어 다이 입 밖으로 굴러 나갈 때 동시에 선재와 와이어 인발 다이의 접선 방향이 동심이 아니므로 와이어 인발 다이의 일방적인 구멍 패턴의 마모가 악화됩니다 , 내부 구멍이 둥글지 않아 와이어 원주 방향으로 인발 변형이 고르지 않아 와이어가 둥글게 되고 냉간 동안 강선의 단면 응력이 균일하지 않게 됩니다. 냉간 헤딩 합격률에 영향을 미치는 헤딩 프로세스.
공장소개
이 공장은 30년 이상의 생산 경험을 가지고 있습니다.공장에 들어가는 원자재부터 공장을 떠나는 완제품까지 완전히 자체 생산되므로 제품 품질을 더 잘 제어하고 고객의 개인 맞춤화를 실현할 수 있습니다.



트럭용 휠 볼트--주요 시장
- 10개 이상의 차축 공장, 20개 이상의 중국 공인 대리점, 70개 이상의 유통업체와의 장기 협력
- 40개 이상의 국가로 수출됨
- 신규 고객에 대한 소규모 MOQ 지원
- 시장 개발을 위한 최고의 신뢰할 수 있는 파트너
- 도매, 배포를 위해 너트가 포함된 휠 볼트가 필요한 경우 이메일, WEIXIN 또는 LINE으로 문의하세요.
자주하는 질문
Q1.귀하의 공장에서 자체 패키지를 설계하고 시장 계획에 도움을 줄 수 있습니까?
우리 공장은 고객의 로고가 있는 패키지 상자를 다루는 데 20년 이상의 경험을 가지고 있습니다.
우리는 이를 위해 고객에게 서비스를 제공하기 위해 디자인 팀과 마케팅 계획 디자인 팀을 보유하고 있습니다.
Q2.상품 배송을 도와주실 수 있나요?
예.우리는 고객 운송업체 또는 당사 운송업체를 통해 상품을 배송하는 데 도움을 드릴 수 있습니다.
Q3.우리의 주요 시장은 무엇입니까?
우리의 주요 시장은 중동, 아프리카, 남아메리카, 동남 아시아, 러시아 등입니다.
Q4.맞춤 서비스를 제공할 수 있나요?
예, 우리는 고객의 엔지니어링 도면, 샘플, 사양에 따라 처리를 수행할 수 있으며 OEM 프로젝트를 환영합니다.